
Zaawansowane technologicznie rozwiązania w budowie drukarek 3D nie są jedynym i wystarczającym elementem procesu druku który ma wpływ na jakość wydrukowanego detalu. Obok parametrów procesu drukowania i standardu drukarki, istotnym elementem procesu jest jakość filamentu.
Jakość filamentu możemy podzielić na parametry fizyczne:
- średnica,
- owalność,
- zanieczyszczenia a raczej ich brak: zewnętrzne (powierzchniowe) i wewnętrzne
- brak zgrubień i przewężeń,
- stabilny, powtarzalny kolor.
Parametry materiałowe filamentów (fizykochemiczne):
- reologia polimeru (wskaźnik szybkości płynięcia),
- niska zawartość wilgoci,
- gwarantowany udział napełniacza w materiale (filamencie) dla odmian wzmocnionych (napełnionych).
Właściwości filamentów do drukarek 3D
Filamenty stosowane w technologii FFF/FDM dostępne są w dwóch średnicach: 1.75 mm i 2.85 mm w zależności od modelu drukarki. Podane wartości średnic są wartościami nominalnymi. Dla systemów mniej popularnych (częściej przemysłowych) dedykowana nominalna średnica filamentów to 3,0mm; 3,2mm.
Standardowo spotykaną wartością tolerancji średnicy jest ± 0.05 mm dla filamentów 1.75 i ± 0.10 mm dla filamentów 2.85 mm. Oczywiście nie są to wartości znormalizowane i przypisane dla podanych średnic, zależą od producenta jak i rodzaju materiału z jakiego wykonany jest filament. Przykładowo dla materiałów kompozytowych wzmocnionych włóknem węglowym czy szklanym spraktykowane są większe tolerancje średnicy ± 0.10 mm dla wymiaru 1.75 mm.
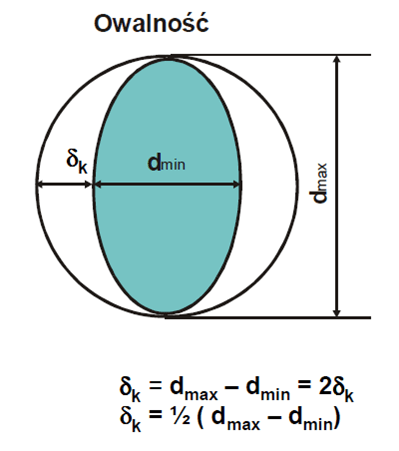
Filamenty otrzymywane podczas ekstruzji materiałów termoplastycznych charakteryzują się mniejszymi bądź większymi odchyleniami kształtu przekroju poprzecznego od idealnego kształtu koła. Podczas produkcji filamenty mają tendencje do eliptycznego kształtu poprzecznego. Stopień tego odchylenia określany jest przez owalność filamentu, określoną jako różnicę wartości maksymalnej i minimalnej średnicy mierzonej w danym miejscu filamentu – co przedstawia poniższy rysunek:
Filamenty do druku 3D - normy i standardy
Filament jest charakteryzowany parametrami określającymi geometrię produktu. Wartości średnicy, tolerancji i owalności są najczęściej wartościami średnimi, które zostały uzyskane podczas ciągłego pomiaru jakości filamentu. Parametry jakościowe filamentów mogą być również prezentowane jako wielkości maksymalnych i minimalnych wartości, odchylenie standardowe, zdolność procesu Cp i Cpk lub inne dane statystyczne opisujące proces.
Oprócz przedstawiania jakości filamentu w postaci uśrednionych wyników, można posłużyć się pojedynczymi wynikami pomiarów, które tworzą wykresy wymiaru średnicy i owalności dla całej długości filamentu dla danej partii produktu. Dane takie są najczęściej umieszczane w postaci dodatkowych QR kodów na szpuli. Wymienione wcześniej wartości tolerancji średnicy i owalności filamentu są podstawowymi parametrami charakteryzującymi filament pod względem stabilności jego geometrii, która przenosi się na jakość wydruków.
Często wartości graniczne stosowane dla tolerancji średnicy i owalności filamentu, przyjmują wartości mniejsze niż założenia 0.05 mm przez wartości 0.02 mm do nawet 0.01 mm dla filamentów do drukarek najbardziej wymagających.
Obecnie brak jest norm standaryzujących wymagania dla filamentów 3D dlatego też producenci mają dowolność w prezentacji produktu i utrudnione jest porównywanie produktów, ze względu na różne metody pomiarowe i obliczeniowe oceny ich jakości.
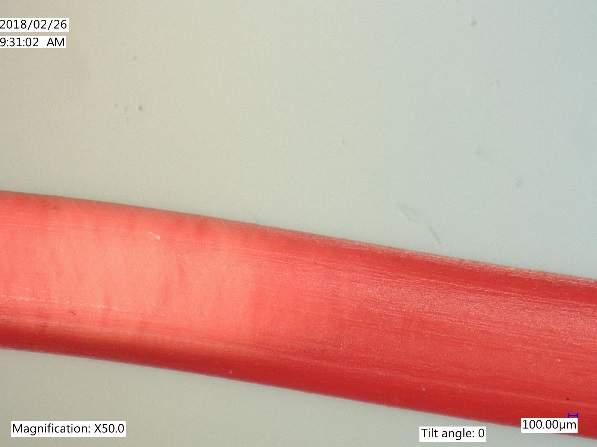
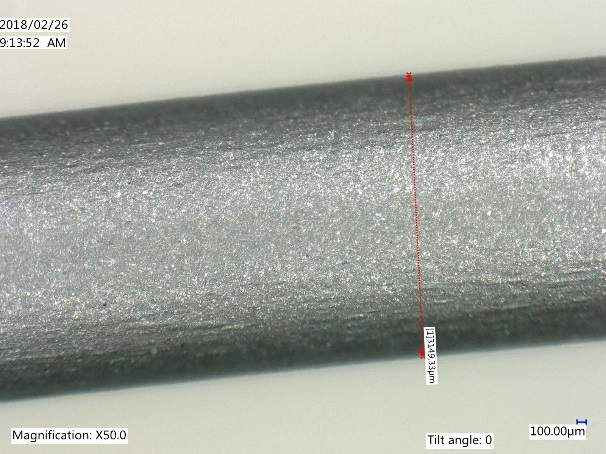
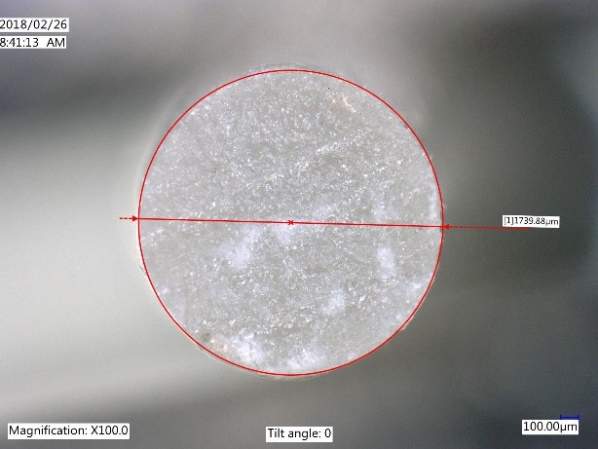
Częstą wadą filamentu są punktowe zgrubienia które prowadzą do zablokowania filamentu w systemie podawania drukarki i przerwanie wydruku. Na zdjęciach poniżej przedstawiono filament z widocznym zgrubieniem i filament dobrej jakości.


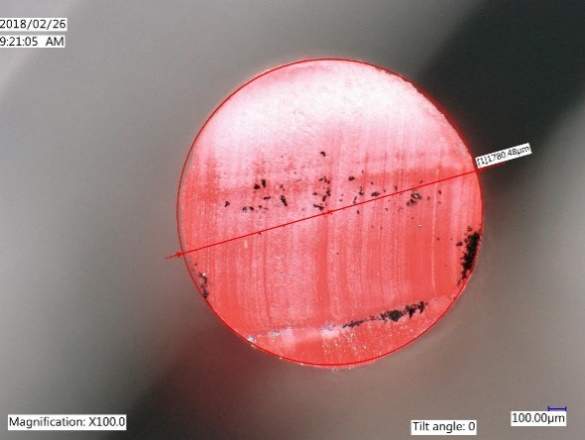
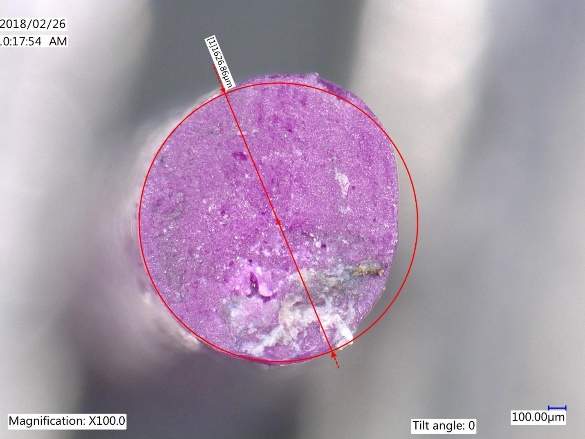
Przerwanie wydruku może nastąpić jeżeli filament zawiera zanieczyszczenia innym polimerem np. o wyższej temperaturze topnienia. Wtrącenia (zabrudzenia) zarówno powierzchniowe (zewnętrzne) jak i wewnętrzne zmniejszają estetykę wydrukowanych detali natomiast dla technicznych wydruków wpływają na funkcjonalność wyprasek. Na kolejnych zdjęciach przedstawiono przykładowe zanieczyszczenia filamentów również z brakiem stabilności wymiarowej.


Parametry materiałowe
Parametry takie jak: płynięcie stopu polimeru, temperatura zeszklenia, reologia i gęstość filamentu oznaczone dla filamentu porównuje się z parametrami wyjściowego materiału (surowca) i jeżeli badane właściwości mieszczą się w oczekiwanych tolerancjach to materiał nie uległ degradacji. Dlatego parametry te muszą być dobrze kontrolowane, aby zapewnić spójne podawanie filamentu do głowicy drukującej aby uniknąć zacięć materiału, które zakłócają proces drukowania. Gęstość wypełnienia drukowanych próbek zależy również od spójności tych parametrów. Pomiary rozciągania na filamentach służą do oceny wytrzymałości mechanicznej filamentu. Dane te mogą być również wskaźnikiem zanieczyszczenia, pustek powietrznych lub wilgoci oraz degradacji polimeru.
Stabilne i powtarzalne parametry jakościowe filamentu, dopracowane parametry drukowania oraz rodzaj drukarki 3D o odpowiednim standardzie czyli wszystko co składa się na technologie druku 3D decyduje o jakości otrzymanego wydruku.




