

Wstęp
Spawanie metodą MAG jest to spawanie łukowe elektrodą topliwą w osłonie gazów lub ich mieszanek. Polega ono na stapianiu spawanego metalu i materiału elektrody topliwej (drut elektrodowy) ciepłem łuku spawalniczego jarzącego się w osłonie gazowej między elektrodą topliwą a spawanym materiałem (rys. 1).
Nawinięty na szpulę drut elektrodowy jest podawany za pomocą podajnika drutu w sposób ciągły do obszaru spawania. Doprowadzenie prądu do drutu elektrodowego następuje przez styk prądowy. Spawanie stali jest najczęściej prowadzone prądem stałym z biegunowością dodatnią (plus na drucie elektrodowym).
Między końcem drutu elektrodowego a materiałem spawanym jarzy się łuk elektryczny. Roztopiony metal drutu elektrodowego przechodzi do jeziorka spawalniczego. Metal jeziorka spawalniczego, w miarę przemieszczania się łuku w kierunku spawania, krzepnąc, tworzy spoinę łączącą brzegi elementu spawanego. Osłonę metalurgiczną obszaru łuku spawalniczego, ciekłego metalu jeziorka spawalniczego i strefy przylegającej zapewnia doprowadzany przez dyszę gaz osłonowy - obojętny chemicznie (metoda MIG - metal inert gas) lub aktywny (metoda MAG - metal active gas).
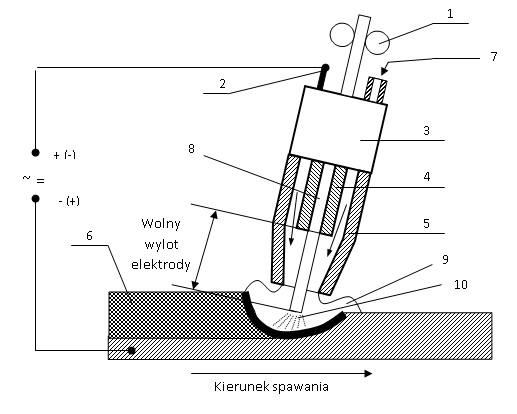
Rys.1 Schemat spawania metodą MAG
1 - podajnik drutu, 2 - przewód prądowy, 3 - palnik, 4 - końcówka prądowa, 5 - dysza gazowa, 6 – spoina, 7 – doprowadzenie gazu osłonowego, 8 – drut elektrodowy, 9 – gaz osłonowy, 10 – łuk spawalniczy.
W zależności od rodzaju gazu osłonowego i rodzaju drutu elektrodowego rozróżnia się następujące odmiany spawania elektrodą topliwą w osłonie gazów:
- spawanie w osłonie gazu obojętnego drutem litym (131),
- spawanie w osłonie gazu aktywnego drutem litym (135),
- spawanie w osłonie gazu aktywnego drutem proszkowym z rdzeniem topnikowym (136),
- spawanie w osłonie gazu obojętnego drutem proszkowym z rdzeniem topnikowym (137),
Parametry spawania
Podstawowymi parametrami spawania MIG/MAG są:
- Rodzaj i natężenie prądu,
- Napięcie łuku,
- Prędkość spawania,
- Rodzaj i natężenie przepływu gazu ochronnego,
- Prędkość podawania drutu,
- Średnica drutu elektrodowego,
- Długość wolnego wylotu elektrody,
- Pochylenie złącza lub elektrody.
a) Spawanie prądem stałym z biegunowością dodatnią na elektrodzie jest najpowszechniej stosowanym sposobem spawania MIG/MAG. Przy małych natężeniach prądu, elektroda stapia się grubo kroplowo bez rozprysku, natomiast w osłonie CO2 ze znacznym rozpryskiem, nawet do kilkunastu procent.
b) Spawanie prądem stałym z biegunowością ujemną umożliwia tylko spawanie z grubo kroplowym i nie osiowym przenoszeniem metalu w łuku, bez względu na wielkość natężenia prądu. Rozprysk metalu jest znaczny, a głębokość przetopienia znacznie mniejsza niż przy biegunowości dodatniej; choć wydajność stapiania elektrody jest nawet o 100% wyższa
c) Spawanie prądem przemiennym wymaga użycia źródeł prądu o wysokim napięciu biegu jałowego w celu zapewnienia stabilnego jarzenia się łuku i grubo kroplowego przenoszenia metalu w łuku. Gdy prąd przemienny ma biegunowość ujemną, przenoszenie metalu jest utrudnione i występuje rozprysk, natomiast przy biegunowości dodatniej łuk jarzy się stabilnie. Naniesienie powłoki emulsyjnej na elektrodę topliwą zapewnia, podobnie jak przy spawaniu prądem stałym z biegunowością ujemną, stabilne i natryskowe przenoszenie metalu w łuku.
d) Natężenie prądu - jest ściśle powiązane ze zmianą szybkości podawania drutu, która musi być równa prędkości stapiania drutu. Wzrost natężenia prądu powyżej wartości krytycznej, dla danej średnicy elektrody, zmniejsza wielkość kropli, zwiększa częstotliwość ich przejścia i poprawia stabilność łuku.
Przy dużych gęstościach prądu, rzędu 600-700 [A/mm2], uzyskuje się najlepsze wyniki spawania, wysoka jest wydajność spawania dochodząca do ponad 20 kg stopiwa na godzinę. Równocześnie duża jest głębokość wtopienia, lecz spawanie ograniczone jest tylko do pozycji podolnej i nabocznej.
e) Napięcie łuku - wzrost napięcia łuku sprawia, że wzrasta szerokość ściegu spoiny i obniża się głębokość wtopienia. Nadmierne napięcie łuku prowadzi do powstania rozprysku, porowatości i podtopień lica spoiny. Zbyt niskie napięcie łuku powoduje, że spoiny są porowate i pojawiają się nacieki lica.
f) Prędkość spawania - jest parametrem wynikowym dla danego natężenia prądu i napięcia łuku, przy zachowaniu właściwego kształtu spoiny. Gdy prędkość spawania ma być nawet nieznacznie zmieniona, należy zmienić natężenie prądu lub napięcie łuku w celu utrzymania stałego kształtu spoiny.
Literatura
[1] Pod redakcją Prof. dr hab. inż. Jana Pilarczyka „Poradnik Inżyniera - Spawalnictwo” tom II, Wydawnictwa Naukowo-Techniczne, Warszawa 2005r.
[2] Pod redakcją Prof. dr hab. inż. Jana Pilarczyka „Poradnik Inżyniera - Spawalnictwo” tom I, Wydawnictwa Naukowo-Techniczne, Warszawa 2003r.
[3] PN-EN ISO 4063 – Spawanie i procesy pokrewne. Nazwy i numery procesów
Źródło : www.spawalnicy.pl





