
Niezależnie od typu zgrzewarki, w elektrycznym zgrzewaniu oporowym zgrzew zależy przede wszystkim od trzech parametrów:
- wartość natężenia prądu zgrzewania (I),
- rezystancja zgrzewanego miejsca (R),
- czas trwania przepływu prądu zgrzewania (t).
Q ≈ I² * R * t
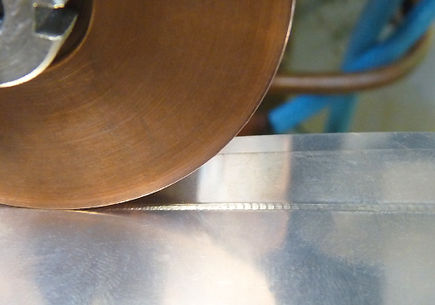
Dla zgrzewarek liniowych oczywistym jest fakt, że czas, przez który prąd zgrzewania płynie przez zgrzewany w danej chwili punkt jest związany z prędkością, z jaką obracają się rolki. Szybszemu obracaniu się rolek towarzyszy szybsze przesuwanie się materiału poddanego zgrzewaniu. Stąd rolki krócej stykają się z danym miejscem, a zatem prąd zgrzewania krócej oddziałuje. Im krótszy czas, przez który prąd przepływa przez zgrzewany punkt, tym zgrzew będzie słabszy, co wynika bezpośrednio z przedstawionego powyżej wzoru.
Kolejnym istotnym parametrem mającym bezpośredni wpływ na zgrzewanie jest rezystancja. Zależy ona od siły z jaką rolki dociskają do zgrzewanego materiału. Siła docisku elektrod musi być odpowiednio dobrana. W przypadku, gdy w trakcie zgrzewania obserwuje się znaczne iskrzenie spod elektrod, to prawdopodobnie siła docisku rolek jest zbyt mała. Z kolei całkowity brak iskrzenia może być spowodowany zbyt silnym dociskiem, co również jest niekorzystne. Jeśli zgrzewarka nie dogrzewa, to warto spróbować zmniejszyć siłę docisku elektrod. Lżejszy docisk rolek powoduje zwiększenie rezystancji miejsca, które jest zgrzewane. Jak wynika z przedstawionego powyżej wzoru, wraz ze wzrostem rezystancji wzrasta energia, a to przekłada się na uzyskanie mocniejszego połączenia zgrzewanego. Przy czym należy pamiętać, że nie można nadmiernie zmniejszać siły docisku, aby nie spowodować sytuacji, w której elektrody będą się zbytnio wypalać. Rezystancja zależy także od innych czynników, takich jak na przykład rodzaj zgrzewanego materiału.
Praktyka pokazuje, że w wielu sytuacjach problem ze zgrzewarką liniową można rozwiązać poprzez regulację siły docisku elektrod. Jeśli jednak to nie pomoże, a zgrzewy są niedogrzane, pomimo ustawionej wysokiej wartości mocy zgrzewania, to wymagane jest sprawdzenie, czy aby powodem nie jest spadek napięcia na drodze od transformatora do rolek. W wielu przypadkach okazuje się, że połączenia śrubowe należy dokładnie wyczyścić, a następnie dokręcić. Warto także wyrównać powierzchnię rolek. Jeśli dana zgrzewarka liniowa zawiera wewnątrz rolek rtęć, to należy sprawdzić, czy nie trzeba jej uzupełnić.
W przypadku, gdy regulacja siły docisku elektrod oraz wykluczenie spadów napięcia między transformatorem a elektrodami nie pomogą, to należy użyć specjalistycznego sprzętu w celu zbadania wartości oraz kształtu czasowego przebiegu prądu zgrzewania. Do diagnostyki obwodu siłowego zgrzewarki przydatny będzie oscyloskop, opaska prądowa (do badania prądu płynącego w uzwojeniu wtórnym), cęgi prądowe (do badania prądu płynącego w uzwojeniu pierwotnym). Za pomocą oscyloskopu i sondy napięciowej można sprawdzić, czy układ regulatora prawidłowo generuje impulsy zapłonowe na bramki tyrystorów. Jeśli zaobserwowano, że prąd nie płynie w dodatnim albo w ujemnym półokresie napięcia zmiennego, to należy przyjrzeć się dokładnie tyrystorom oraz regulatorowi.
W przypadku niektórych elementów zgrzewanych za pomocą zgrzewarek liniowych może wystąpić problem z przepaleniem zgrzewu tuż przy początkowej oraz końcowej krawędzi. W takiej sytuacji zgrzewarka liniowa może wymagać zainstalowania regulatora mocy i czasu zgrzewania, który umożliwi ustawienie mniejszej mocy zgrzewania na początku oraz na końcu zgrzewu liniowego. W swojej praktyce zawodowej zaprojektowaliśmy oraz wdrożyliśmy wiele regulatorów dla zgrzewarek liniowych, dzięki którym przedsiębiorcy podnieśli jakość swoich produktów.
Oprócz przeglądu zgrzewarki pod kątem sprawności układów elektrycznych i elektronicznych, należy pochylić się także nad układami mechanicznymi. Jakość zgrzewu zależy bowiem także od sprawności maszyny od strony mechanicznej. Jeśli w zgrzewie liniowym obserwuje się występujące co pewien czas, cyklicznie, w stałych odległościach miejsca niedogrzane, to może być to spowodowane nierównością na rolce, zabrudzeniem albo wypaleniem elektrody. Jeśli zgrzew liniowy nie jest idealne równy, ale zawiera wyboczenia, to może oznaczać to krzywy tor, po którym przesuwa się karetka prowadząca zgrzewany materiał. W zgrzewie liniowym na ogół obserwowane są punkty powstałe na skutek przepływu prądu. Jeśli odległości między punktami nie są stałe, to powodem takiego stanu rzeczy może być luz w przekładni napędu albo fluktuacje prędkości obrotowej silnika.
